

Wussten Sie, dass es möglich ist, Kanten an Teilen mit einer Größe von nur 30×30 mm zu verrunden?
Viele Systeme zur Kantenverrundung haben Schwierigkeiten mit kleinen Teilen. In einigen Fällen ist die Bearbeitung nur unter sehr eingeschränkten Bedingungen möglich — in anderen Fällen schlichtweg nicht realisierbar.
WIE IST ES MÖGLICH, TEILE MIT NUR 30×30 mm ZU BEARBEITEN?
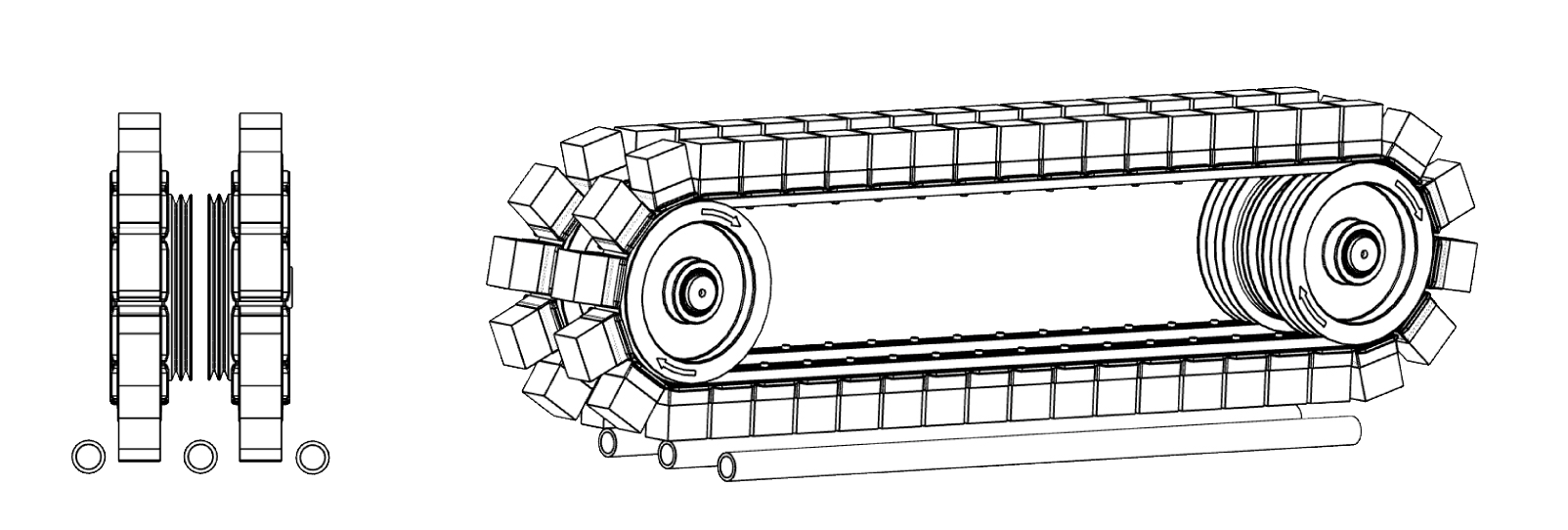
Das Quergurtsystem von NS Máquinas gewährleistet
maximale Werkstückstabilität während der
Bearbeitung.
→ Drei Druckrollen (vor, zwischen und nach den
Quergurten) sorgen für kontinuierlichen Anpressdruck
und Halt auf dem Transportband.
→ Die Quergurte verlaufen senkrecht zur Vorschubrichtung
und erzeugen Gegenkräfte, die das Werkstück
stabilisieren.
→ Das speziell entwickelte, griffige Förderband erhöht die Reibung und fixiert die Werkstücke sicher.
→ Der geringe Abstand zwischen den Anpressrollen
minimiert jegliche freie Bewegung der Werkstücke.
Dies führt zu:
✔ Zuverlässig Entgraten ab 30 × 30 mm.
✔ Verrundung aller Innen- und Außenkanten.
✔ Gleichmäßiger und reproduzierbarer Prozess.
✔ Sauberes Schlichtbild in eine Schleifrichtung.
✔ Kein Vakuumtisch oder komplexe Werkstückaufnahmesysteme erforderlich.
✔ Geringerer Energieverbrauch und reduzierte Systemkomplexität
❌ VAKUUMTISCH-SYSTEME
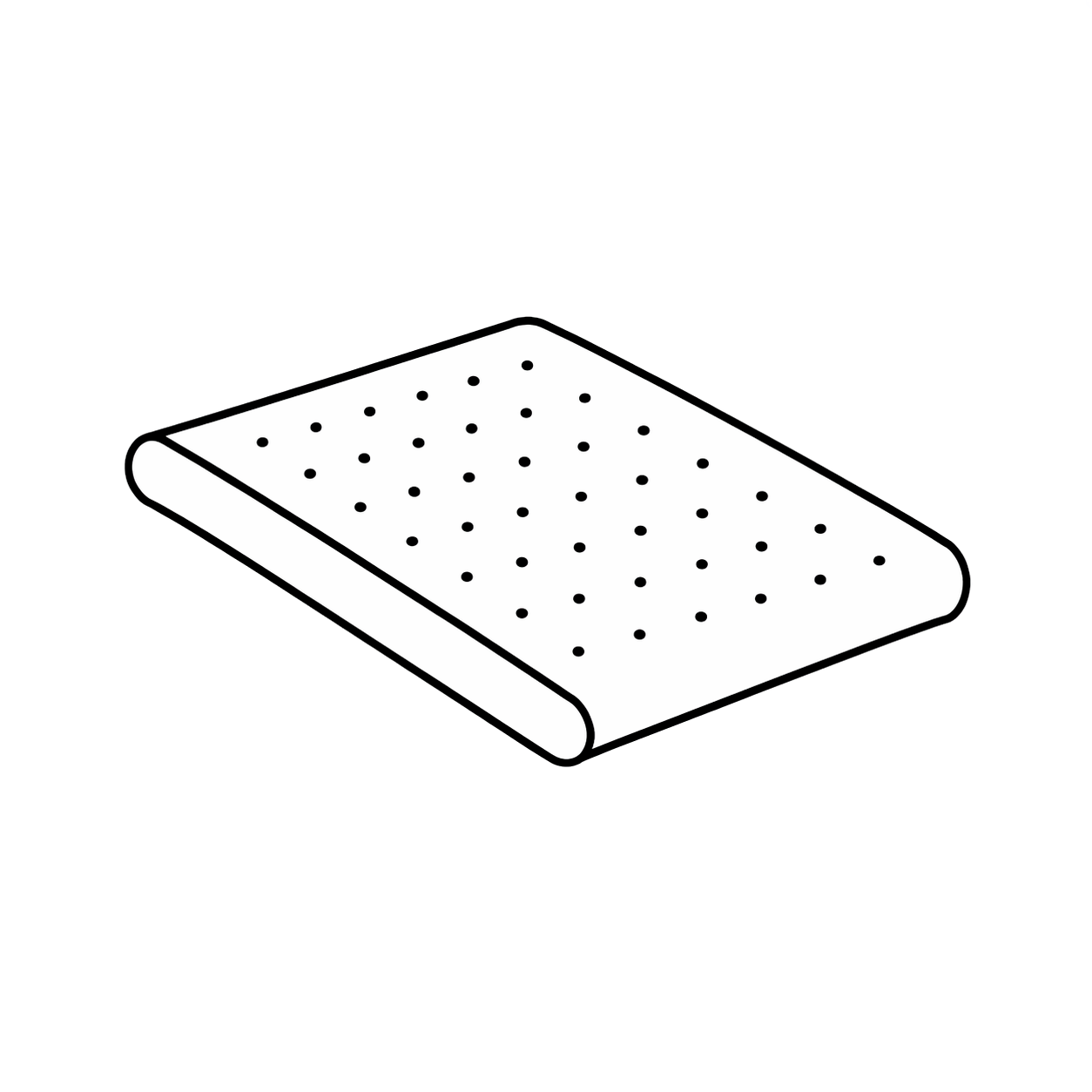
• Zusätzliche Anlagen erforderlich (Pumpen, Elektronik, Luftstromregelung,
erhöhte Staubabsaugleistung)
• Höherer Energieverbrauch
• Mehr Wartungsaufwand zum Reinigen der Löcher
• Flaches Förderband mit Löchern bietet nur zeitweise sicheren Halt
• Kleinteile müssen sorgfältig über den Kleinteile mússen sorgfáltig úUber den Saugflãchen positioniert werder
• Effizienzverlust bei mangelnder Reinigung
• Erhôhte Maschinenkomplexitát und -kosten
❌ ROTIERENDE BÜRSTEN (TOP BRUSH / ROTARY BRUSH)
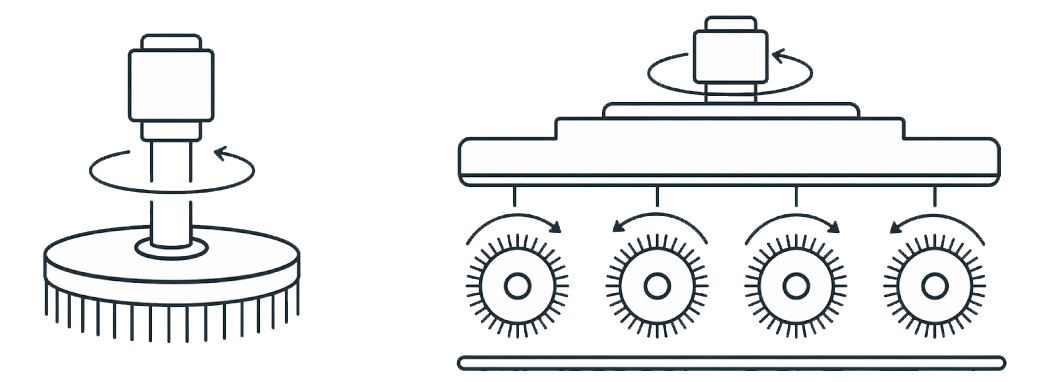
• Die Kraft wird durch rotierende Búrsten direkt auf das Werkstúck ausgeúbt.
• Weniger Unterstutzung und Stabilisierung als bei Quergurtsystemen.
• Búursten hinterlassen oft Kratzer oder ungleichmáBtige Schlichtbilder.
• Hóheres Risiko der Werkstúckbewegung, insbesondere bei kleinen Abmessungen.
• Eingeschrânkte Kontrolle im Vergleich zu Systemen mit kurzen, definierten Druckpunkten. Bei Rotationssystemen mit mehreren Bursten werden diese Einschrânkungen noch gravierender.
• GrôBere Burstendurchmesser erhôhen die Instabilitát der Werkstúcke auf dem Tisch.
• Zuverlássige Bearbeitung hángt oft von Vakuumsystemen oder Vorrichtungen ab.
✅ CROSSBELT MACHT DEN UNTERSCHIED
Die Crossbelt-Technologie ist darauf ausgelegt, maximale Werkstückstabilität während des gesamten Prozesses zu gewährleisten.
Durch die Kombination von kontrolliertem Druck, entgegengesetzten Kräften und einem Förderband mit starker Werkstück haftung ermöglicht sie eine zuverlässige Kantenrundung — selbst bei sehr kleinen Teilen — ohne den Einsatz von Vakuumtischen oder komplexen Spannsystemen.
Das Ergebnis ist ein stabilerer, effizienterer und konsistenter Prozess, unabhängig von der Werkstückgröße.
